Using FMEA to Manage Risk
FMEA: Failure Mode and Effects Analysis is a tool for identifying and managing potential problems and their impact.
Addressing risk has gained new prominence with the adoption of the latest revision of standards. AS9100 Rev D (and ISO 9001:2015) replaced the Preventive Action requirement with Risk-Based thinking. AS9100 has its own risk section. There are many tools to help manage risk, and FMEA is one of the most popular mechanisms to address risk.
Jump to Section:
What is FMEA?
FMEA stands for Failure Mode Engineering Analysis. FMEA is a qualitative and systematic tool (usually used within a spreadsheet), to help organizations anticipate what may go wrong with a product or within a process. FMEA is one of several core tools for statistical analysis that will improve your QMS. FMEA also helps identify possible causes of failures and the likelihood of failures being detected before they occur. FMEA is used across industries and is one of the best tools to analyze potential reliability problems early in the development cycle. It allows your organization to take actions and mitigate failures. The ability to anticipate issues early allows your organization to create a process that eliminates failures and to weave reliable, safe and customer pleasing features into the processes.
Learn more about FMEA with this tutorial:
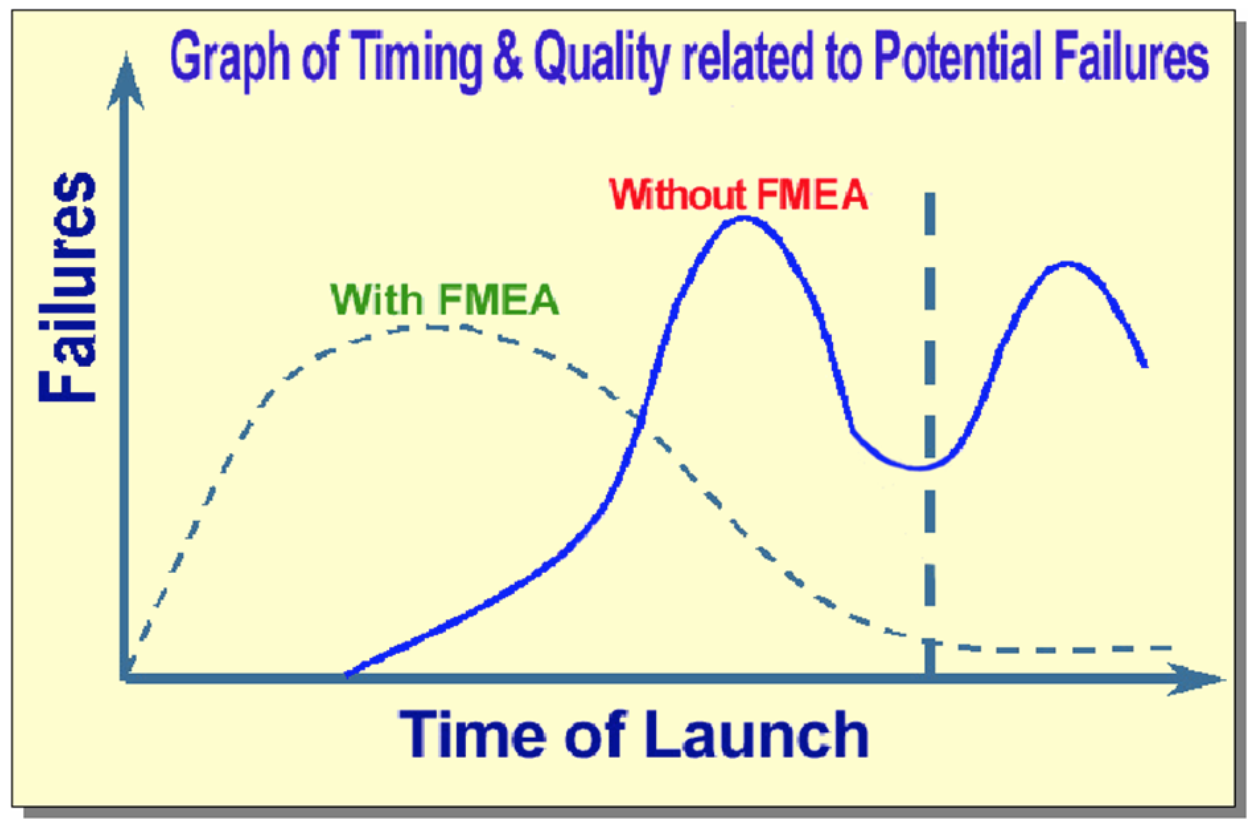
Program Effectiveness
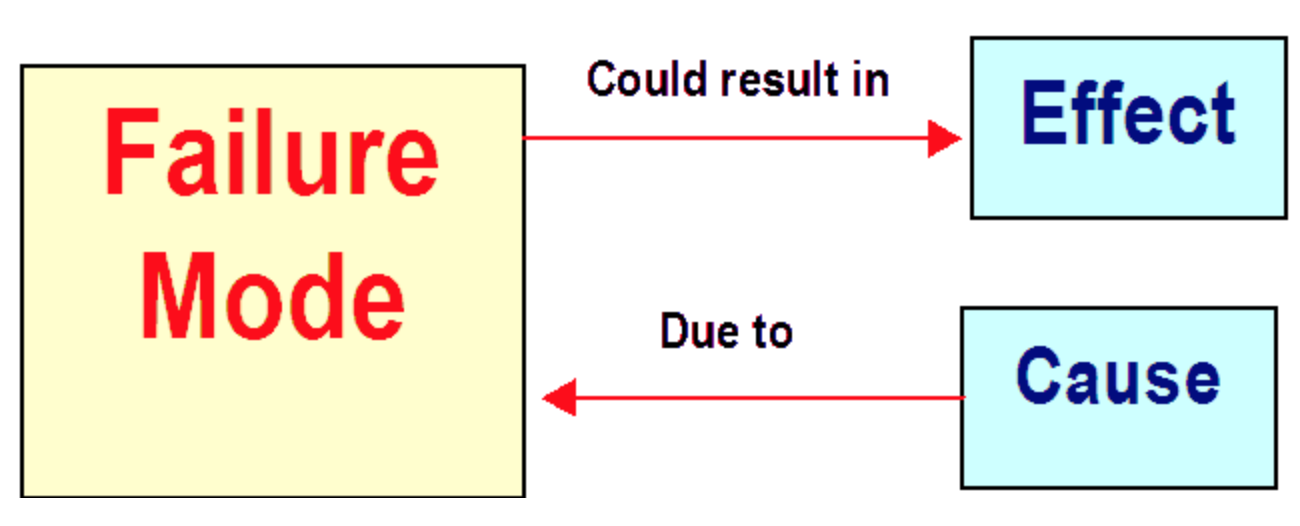
Describing
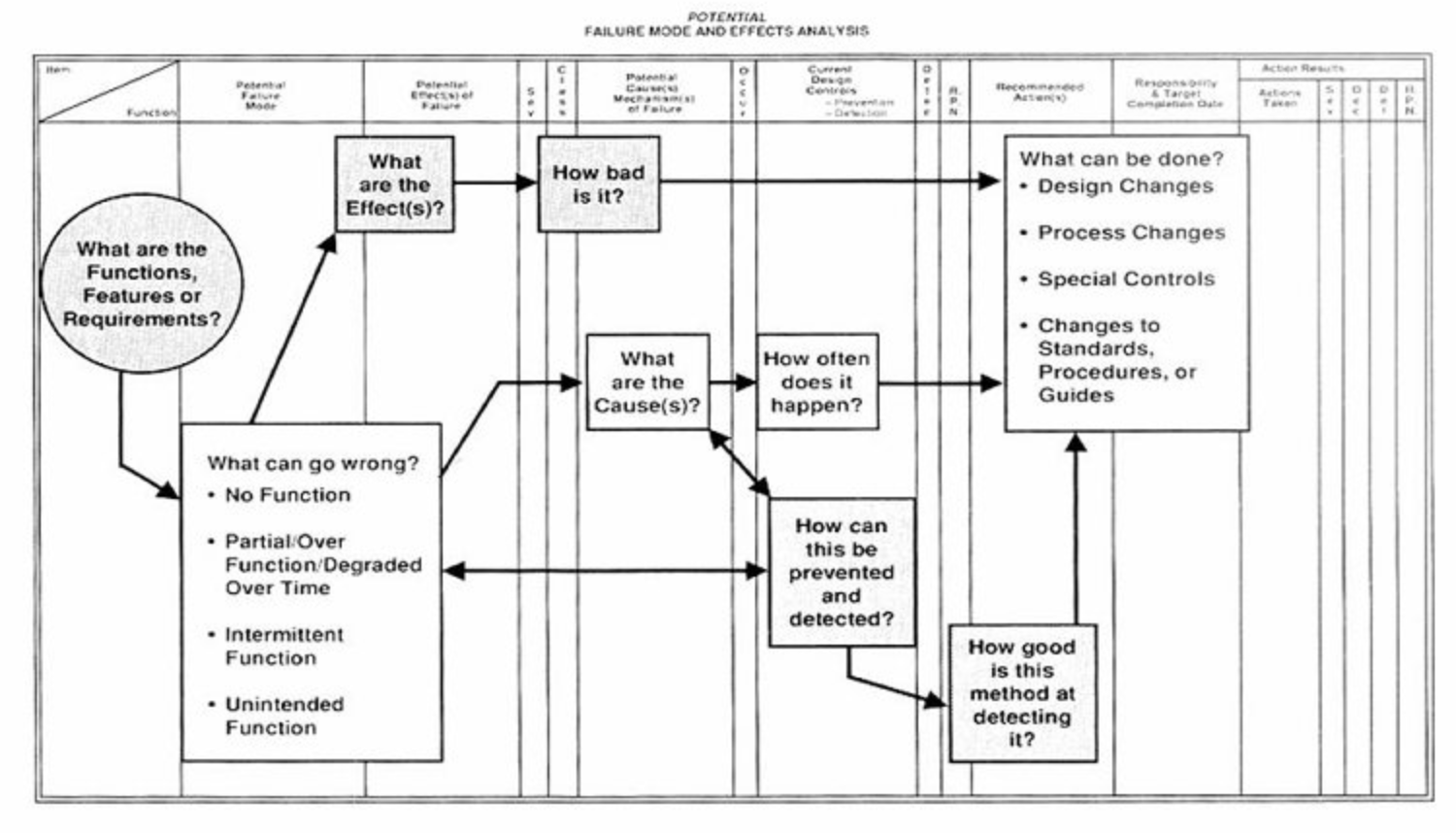
FMEA Sequence
What Does FMEA Accomplish?
FMEA helps companies identify and prioritize failures according to how serious their consequences are, their frequency, and the ease with which they can be detected. The purpose of conducting FMEA is to take action to reduce or eliminate each potential failure. FMEA documents existing knowledge and actions companies are already using in their continuous improvement process and can be used to prevent potential failures with future processes and products. The results of a risk analysis are documented in an FMEA worksheet where they are used to help plan preventative measures, resulting in the production of safer aerospace and defense systems.
Resources for interpreting and documenting risks:
The implementation of FMEA could have a dramatic impact on the aerospace and defense industries with the prevention of fatalities and more efficient continuous development of products and processes.
Where FMEA Can be Applied…
FMEA can be applied to other specific areas such as testing/evaluating concepts, improving in-field reliability, software functioning and security, hazard analysis, human factors and service-based analysis, business processes and more.
(See FMEA courses available for only $99 for a full 5-hour course)
There are three major types of FMEAs:
System FMEAs look at the more expansive processes and sub-processes that make up any system and their interactions. These can include interactions as well as specific areas and instances of failures. For example, a system FMEA might examine the entire procurement process including those items which are custom vs. generic, how they are specified, how sources are collected and evaluated, how compliance to specifications are ensured and so forth.
Design FMEAs focus on functioning of specific products, with the goal of improvement of the finished good in terms of reliability, safety, functioning, user interface, etc.
Process FMEAs are focused on the creation or assembly actions in producing a good or service with the goal of wringing out more efficiency in the process (i.e. lowering the cost and increasing the level of quality), and often making the process easier to support and proliferate within the organization. AS13004 Process Failure Mode and Effects Analysis (PFMEA) and Control Plans is a standard that defines requirements for the identification, assessment, mitigation, and prevention of risk in the manufacturing process through the application of Process Flow Diagrams (PFDs), Process Failure Mode and Effects Analysis (PFMEA) and Control Plans throughout the life cycle of a product.
Source: Effective FMEAs by Carl Carlson, John Wiley and Sons, publisher.
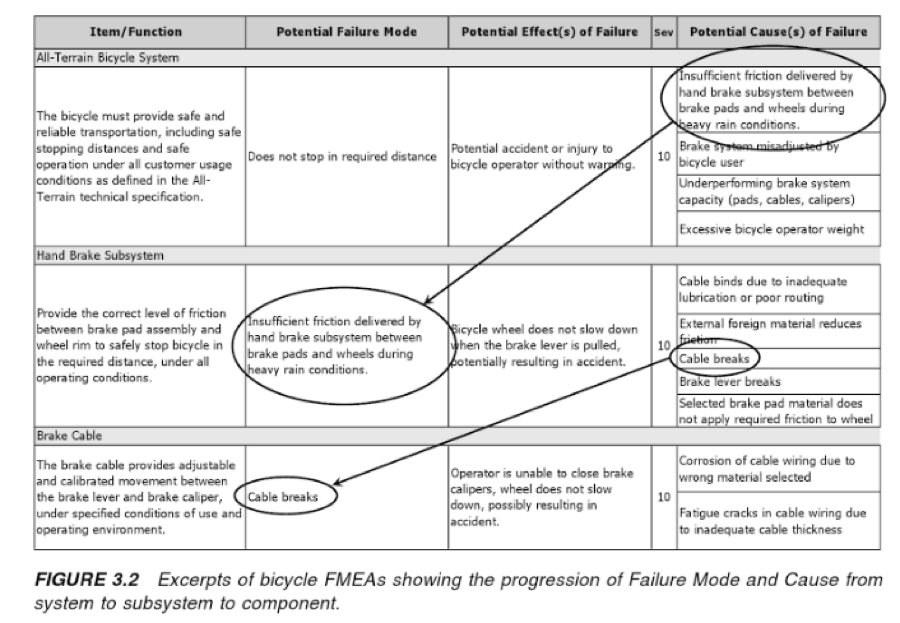
Similarly, the effects of this type of analysis are used to anticipate the effect of a given failure. Here’s an example using a component of a construction tool, in this case a pile driver which is typically a large-scale device used to force support shafts/girders/poles into the ground, often as a foundational support for buildings, highways, bridges or similar structures.
Item: |
Pile driver main plunger |
|---|---|
Function: |
To provide vertical force to insert the desired object into soil at the desired depth and angle with the desired positional retention over time. |
Failure Mode: |
Main plunger contact facing with driven element cracks or fractures. |
Effect 1 |
The plunger shaft no longer contacts the driven element correctly causing damage to the element or the plunger shaft. |
Effect 2 |
Plunger shaft jams and can no longer provide vertical movement. |
Effect 3 |
No elements (poles/girders/support shafts) can be driven into the ground. |
Effect 4 |
The driven element is deflected from the desired angle. |
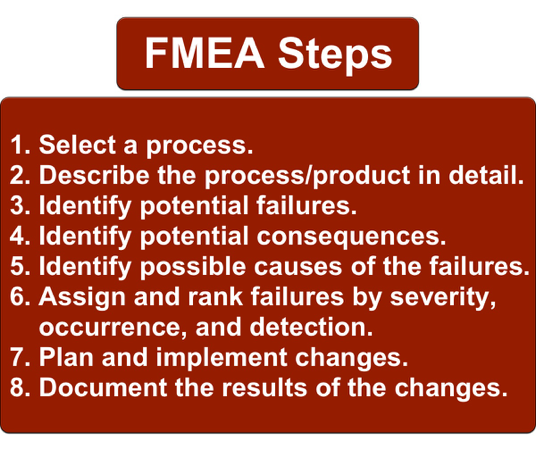
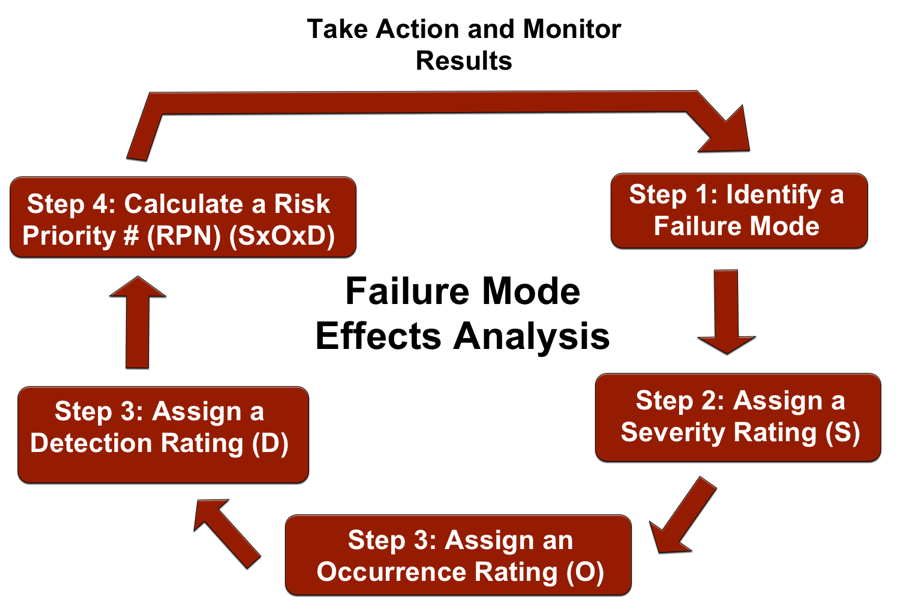
FMEA is a living document that can be constructed, adapted, and modified in a variety of different ways. Below is a summary of the steps included in an FMEA analysis:
- Select a process to analyze.
- Identify individuals from all departments with specific knowledge of processes, products and client needs to brainstorm potential failure modes.
- Describe the process and/or product in detail.
- Identify all potential failures. This includes all of the components, systems, processes, and functions that could potentially fail to meet the quality or reliability standard and the potential causes.
- Identify all the potential consequences of each failure.
- Assign a severity rating (S) to each failure according to the significance of the impact it has. Severity is often ranked on a scale from 1 to 10, one being insignificant and 10 being catastrophic.
- Identify all possible root causes of each failure. Some companies use cause analysis tools in addition to the knowledge and experience of their staff.
- Assign each cause an occurrence rating (O). This is often rated on a scale of 1 to 10, with 1 being rare and 10 being inevitable.
- For each cause, identify current process controls that are in place to prevent these failures from impacting customers.
- For each control, assign a detection rating (D) to determine how well the controls are able to detect the cause or failure mode once they have occurred, but before a customer is affected. This is typically rated on a scale of 1 to 10, with 1 meaning the problem will be detected with absolute certainty and 10 meaning the control will most likely never detect the problem.
- Determine a risk priority number (RPN) based on the rankings (SxOxD) for each potential failure and rank them.
- Plan and implement changes to address the failures based on the RPN identifications.
- Measure and document the success of each process change.
Continuous improvement is a key element of the FMEA process in recording observed data and results regarding the potential for, and actual, failures. This process can be used as an input for the continuous improvement mandated by AS9100D.
FMEA Resources
- FMEA Risk-Management Software
- FMEA Risk-Management Training
- Risk Management Worksheet
- AS9100 Suggested Problem-Solving Skills
FMEA SBS Software
FMEA database software can help companies easily manage the FMEA process. Sunday Business Systems’ FMEA software makes it easy to develop an efficient Quality Management System (QMS) and implement risk-based thinking required by AS9100D. This collaborative, intuitive program helps companies identify and address failure modes and visualize data from each FMEA analysis.
MAKE AS9100 REGISTRATION SIMPLE AND FOOLPROOF!

Our All-in-One Certification Package is a proven, efficient system. It gives you all you need to prepare for registration – in one simple to use package.